







MBE Series Bucket Elevator Gearbox
NGC’s MBE Series Bucket Elevator Gearbox is a heavy-duty transmission solution tailored for vertical bulk material conveying. FEA-optimized rigid housing, precision ground hard tooth surfaces (ISO/AGMA/DIN compliant), and proprietary sealing ensure durability in dusty, high-load environments. With 15-250kW power range and 10-30 speed ratio, it fits diverse elevator models. Ideal for mining, cement, and grain industries, it delivers low-noise, leak-proof, and low-maintenance operation for reliable material handling.
${{shopModel.rebate>0?shopModel.discountPriceStr:shopModel.formattedAmount}}
$ {{shopModel.formattedAmount}}
Like
{{item.name}}
Quantity:
Estimated Delivery Date: Jul 22-Jul 22
Frequently Asked Questions
How can I contact customer service?
Do you ship overseas?
How long will it take to get my order?
Specifications
{{item.name}}
{{item.value}}
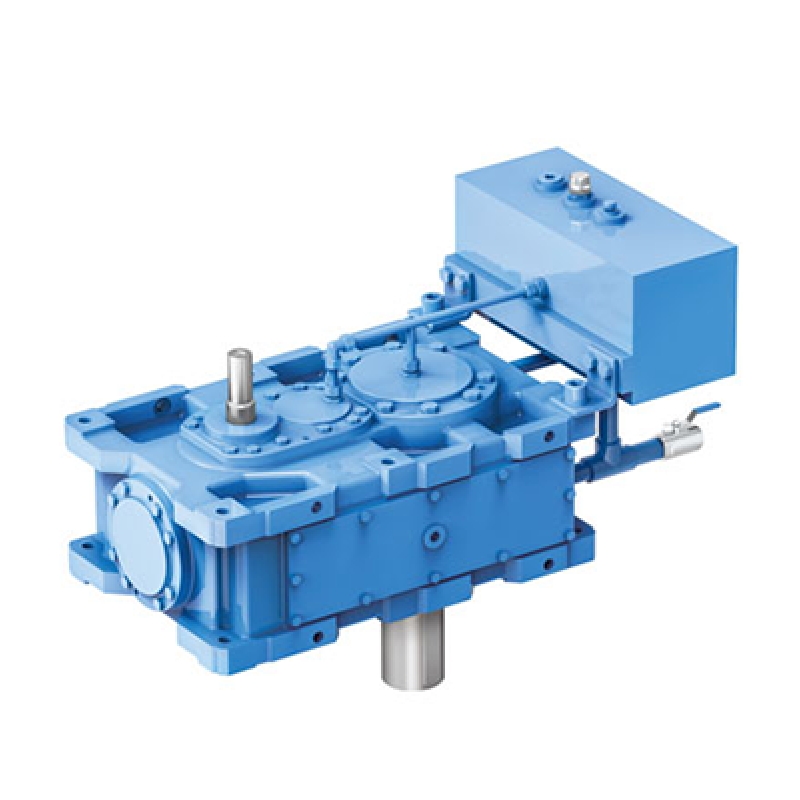
NGC MBE Series Bucket Elevator Gearbox Introduction
The MBE Series Bucket Elevator Gearbox, a flagship transmission product from Nanjing High Accurate Gear (NGC), is specifically engineered for the rigorous operating demands of bucket elevators in bulk material handling industries. Drawing on NGC’s decades of expertise in heavy-duty gearbox design and manufacturing, this series integrates robust structural design, precision transmission technology, and environment-adaptive optimizations, delivering unmatched reliability and efficiency for vertical material conveying systems.
Structurally optimized via advanced finite element analysis (FEA), the MBE Series features a rigid cast iron housing that effectively absorbs vibration and distributes load, ensuring stable operation under continuous heavy-duty conditions. The gear system adopts precision ground hard tooth surfaces, compliant with international standards (ISO, AGMA, DIN), which significantly enhances load-bearing capacity, wear resistance, and service life. Advanced gear profile modification technology minimizes noise and vibration, while ensuring uniform load distribution across gear teeth, reducing premature failure risks.
Targeted for bucket elevator applications, the series boasts a compact design that fits seamlessly into vertical conveying equipment layouts, saving installation space. A proprietary sealing system prevents dust, debris, and lubricating oil leakage, adapting to dusty, high-load working environments common in grain processing, mining, cement, and coal industries. The optimized lubrication system ensures adequate oil supply to key components, even at extreme operating angles, effectively controlling temperature rise and extending component lifespan.
The MBE Series offers a flexible range of technical parameters, with power capacity spanning 15kW to 250kW and speed ratios from 10 to 30, compatible with various bucket elevator models and conveying requirements. It is widely trusted in bulk material handling scenarios, driving vertical conveying of granular, powdery, and lumpy materials. Backed by NGC’s strict quality control and comprehensive after-sales service, the MBE Series delivers consistent performance, low maintenance costs, and long operational cycles, making it a core component for efficient and reliable bucket elevator systems.
NGC MBE Series Bucket Elevator Gearbox Specifications
Note: Heavy-duty bucket elevator gearboxes derived from MHB platform, optimized for high-thrust, continuous operation in cement/mining/grain applications. Weights are for standard reducer only (motor weight additional; IEC/NEMA/DIN frames compatible).
| Model | Approx. Weight | Motor Combination (Power Range) |
|---|---|---|
| MBE28, MBE32, MBE36, MBE40, MBE45, MBE50, MBE56, MBE63, MBE71, MBE80 | 300kg – 800kg | Three-phase induction motors (15kW – 160kW); IE3/IE4 high-efficiency, inverter-duty; parallel shaft, solid/hollow shaft for light/medium bucket elevators |
| MBE90, MBE100, MBE112, MBE125, MBE140, MBE160, MBE180, MBE200 | 850kg – 2,400kg | 132kW – 450kW motors; 2–3-stage ratios 25:1 – 90:1, reinforced thrust bearings for heavy-duty chain/belt elevators |
| MBE225, MBE250, MBE280, MBE315, MBE355, MBE400 | 2,600kg – 6,000kg | 400kW – 1,250kW motors; ultra-heavy-duty for large-capacity mining/cement elevators, integrated forced lubrication |
| MBE-FL-28, MBE-FL-32, MBE-FL-36, MBE-FL-40, MBE-FL-45 | 320kg – 830kg | 18.5kW – 185kW motors; flange-mounted, compact for space-constrained grain elevators |
| MBE-FT-28, MBE-FT-32, MBE-FT-36, MBE-FT-40, MBE-FT-45 | 340kg – 860kg | 22kW – 200kW motors; foot-mounted, rigid base for high-load industrial elevators |
| MBE-VS-28, MBE-VS-32, MBE-VS-36, MBE-VS-40, MBE-VS-45 | 360kg – 890kg | 30kW – 220kW motors; vertical solid shaft, high axial load capacity for vertical bucket elevators |
| MBE-VH-28, MBE-VH-32, MBE-VH-36, MBE-VH-40, MBE-VH-45 | 380kg – 920kg | 37kW – 250kW motors; vertical hollow shaft, taper-lock for quick elevator shaft installation |
| MBE-SERVO-28, MBE-SERVO-32, MBE-SERVO-36, MBE-SERVO-40 | 330kg – 750kg | Servo motors (7.5kW – 55kW); low-backlash (<12 arcmin), precise speed control for metering elevators |
| MBE-IE5-28, MBE-IE5-32, MBE-IE5-36, MBE-IE5-40 | 340kg – 770kg | IE5 ultra-premium PMSM motors (22kW – 110kW); high efficiency, low energy for su |
CUSTOMER REVIEWS
{{commentStat.averageRating}}
{{commentStat.total}} Revirews
All({{commentStat.total}})
Images({{commentStat.imgSum}})
5 Star({{commentStat.praiseSum}})











{{item.comments}}